Is Your Press Brake Tooling Fully Staged?
You've likely heard of staged tooling. It's one of the most effective ways to reduce setup time in a press brake operation. Fabricators use it when they have a bend sequence that requires several different tool profiles.
Staged Tooling Reduces Setups and Runtime
Without staged tooling, an operator cannot complete a bend process in fewer than 8 steps. With staged tooling, the full sequence is completed in 3 steps. See the comparison below:
Without Staged Tooling
1. Install first tool set up
2. Pick up the part
3. Make the first bend
4. Put the part down
5. Change out the tool set up
6. Pick up the part
7. Make the second bend
8. Repeat steps 4–7 until part is complete
With Staged Tooling
1. Install full tool set up
2. Pick up the part
3. Complete the full bending sequence
As you can see, if you have a part that requires many bends, staged tooling saves a lot of time.
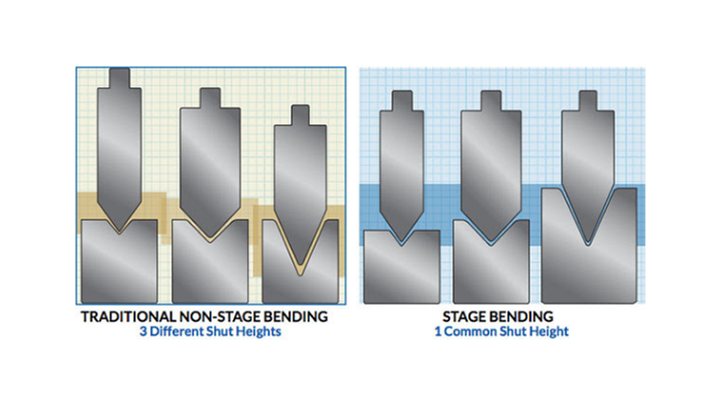
Equal Closed Height
The key to staging is that all the tools in the process need to close at the same height. If the tools don't close at the same height, the longer tools will collide and the shorter tools won't engage. When the tools do have the same shut height, they can be loaded into the machine at the same time and the operator can do all the bending without ever having to put the part down or change the tools. See the diagrams below.
Can You Benefit from Staged Tooling?
Ask yourself the following questions to see if tool staging will improve your process:
How long is the part? A part as long as the brake is too long to make use of staged tooling. Any sequential bends will need to be set up separately. A part equal to or less than half the length of the brake can benefit from staged tooling with one tool set up on the left and one tool set up on the right.
How many different tool profiles are needed? The more profiles a bend sequence uses, the more beneficial tool staging will be. For example, a staged bend with two different profiles will result in a 50% faster process, but one with five different profiles will speed production by approximately 400%.
How many parts are bent and how frequently does it happen? The more parts in a run, and the more frequently this part run is performed, the more an operation will benefit from the elimination of multiple setups.
Does your machine accommodate staged tooling? Because a staged tooling sequence sets up the tools progressively along the brake, some of the bends will be done off center in the machine. Traditionally, machines work best when bending is done in the center because that is where forces are most balanced. Down-acting press brakes are often the most accommodating to off-center bending because they have mechanisms for compensating for tonnage to the left or right. Up-acting brakes are not as friendly, however, as they have mechanisms that shut the machine down if too much pressure is applied too far from the center. Up-acting press brakes can and do run staged tooling frequently but the bend lengths tend to be shorter.
Are You Getting the Best Staged Tooling for You?
You may not be getting the full staging benefits from your tooling. When you order tooling pre-staged from your vendor, you shouldn't be limited to the same die and bend angle. When you order staged tooling from Wilson Tool, you can select tools of mixed angles, offsets, flattening varieties, gooseneck punches and different V openings, and they will all be of equal closed height. You should not be limited in your tool selection when ordering staged tools.
If you would like to know more about how you can use and implement staged tooling for your Press Brakes please call or email for more information.
















-205x205.jpg)